



 |
 印刷 印刷 |

電子機器製品は小型化・高密度集積化、高機能化になるにつれ、ノイズの影響が製品の誤動作を引き起こすなど非常に敏感になりつつある。また自動車部品、医療機器は環境対策、安全対策、先進技術の導入といったことがこれまで以上に求められる。そして、それらを実現するためには電子/電動システムが必要不可欠となっており、ノイズ対策(EMC対策、EMI(不要輻射)対策)の重要性はますます高くなってきている。しかも、海外との価格競争にさらされている今日、ものづくりの国際競争力の強化をするためには製品開発のスピードアップなど、従来の開発手法から新しい開発手法に変えていかなくてはいけない。そのため、製品開発評価の効率化を実現する小型、低コスト方推測機能を有した近傍電磁界システムの構築には、国内電子機器メーカーを中心に強い開発要請がある。
当社は、太陽誘電㈱を通じて、複数の電機メーカー、自動車部品メーカー、公設試験機関からシステム開発の要請を受けており、今回、太陽誘電㈱との共同開発により、その要請に応えていくことになった。

1. 電波暗室という巨大な設備(3m×3m×3mまたは10m×10m×10mのサイズ)
2. 建設費用が高額(2億~10億円/棟)
3. 多大な検査測定時間(最短でも3日間は必要)
4. 開発最終段階での評価なので基準に達しない場合は設計段階まで戻る必要がある。

1. 卓上で測定可能(1m×1m×1m以内のサイズ)
2. 安価(電波暗室の1/10の以下の価格)
3. 簡易での測定が可能(数十分程度の検査時間)
4. 設計試作段階での評価が可能なので途中段階での設計変更が可能。
NI PXIe-5665高性能RFベクトル信号アナライザを用いることにより、被測定物近傍の電磁ノイズの位相情報を含む分布(電磁ノイズの大きさ、位相、ベクトルの向き、位置)を得ることができた。電磁気学の等価定理(Schelkunoffの等価定理)によれば、この電磁ノイズの位相の分布から遠方電磁界が理論的に算出できる。
以下にその測定例を示す。
1. ダイポールアンテナの電界と磁界
ダイポールアンテナの近傍の電磁界分布を位相も含め測定すると、このような分布が得られる。上から、電界の大きさ、電界の位相、磁界の大きさ、磁界の位相である。ダイポールアンテナの両端の先に電界が強く、真ん中が磁界が強い分布になっておりこれらを、位相を少しずつ動かしてアニメーションのようにして表示すると、アンテナとしての動作が良く理解することができる。
2. マイクロストリップラインの電磁界
50Ωマイクロストリップラインの終端を開放した定在波の場合と50Ωで終端した進行波の2種類の場合も同様にその上部の電磁界分布を位相も含め測定し、位相を少しずつ動かしてアニメーション表示することで、その振る舞いを理解することが容易になる。定在波の場合は、基板上の正弦波上の分布がその場で強くなったり弱くなったりしていることが判る。進行波の場合は、基板上の正弦波上の分布が進行方向にむかって動いていく様子が判る。このように、位相を測定することで、プリント基板上の高周波の分布を理解することが可能になる。
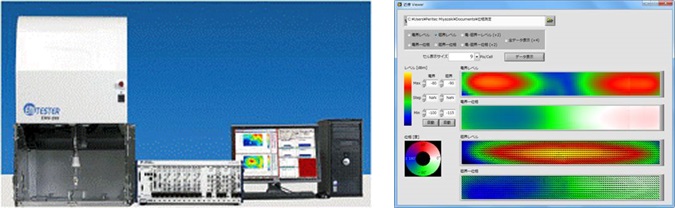
3. ICの測定事例
これは、ICのパッケージ(32×32mm)の上部の約1GHzの電界と磁界の分布を位相も含め測ったものである。左が電界、右が磁界の分布で異なる分布になっていることがわかる。上が大きさ、下が位相の分布になっている。真ん中のICのダイとそこから外部端子へリードフレームで接続されている分布が得られまた、ICのリードフレームに流れる信号はそれぞれ異なるため、リードフレーム毎に位相の分布が異なっていることがわかる。このように、位相分布を測ることで今までより多い情報の、電磁界分布測定が可能になる。

[研究開発の効果(波及効果も含む)]
これまでのノイズ評価(EMI評価)では、電波暗室等の高価で大きな評価設備を使用する必要があるため、電子機器の設計段階でのEMI評価は行われていないのが現状である。このため、設計の段階でEMI対策を行うための設計マージン(ノイズ対策用電子部品搭載スペース等の余剰回路)を設ける必要があり、小型・高密度集積化の大きな妨げとなっていた。また、製品の最終段階でEMI対策を行っていたため、EMI対策時間やコストも大きなものとなっていた。
EMI評価装置の、小型化・低コスト化の飛躍的向上により、電子機器の設計の段階からEMI評価を行なうことが可能となる。このことにより、設計段階でEMIの問題を考慮した最適な設計が可能になるためマージンが不要になり、電子機器の小型・高密度集積化の実現が見込まれる。また、設計段階でEMI問題を考慮した設計により、最終段階でのEMI対策が激減するため、対策時間も含むEMI対策コストを大きく減らすことが見込まれる。
[ 新たな事業展開の可能性 ]
本開発の成果が電波暗室に代わる測定システムとして使用可能であることの検証と国際規格化を行なうことによって、いままで電波暗室等の高価で大きな評価設備を用いる必要があったEMI評価を小型・安価な装置で済ますことが可能になり、電波暗室等の置き換え用途の大きな市場が発生すると考える。
